



电话:+86-510-85416076
电子邮件(公司):web@donghaiforging.com
商务联络:
夏先生18811990349(xiatao81@donghaiforging.com)
李女士13951501616(li.yq@donghaiforging.com)
戴先生18018440642(dai.t@donghaiforging.com)
地址:无锡市新吴区空港产业园裕安路8号
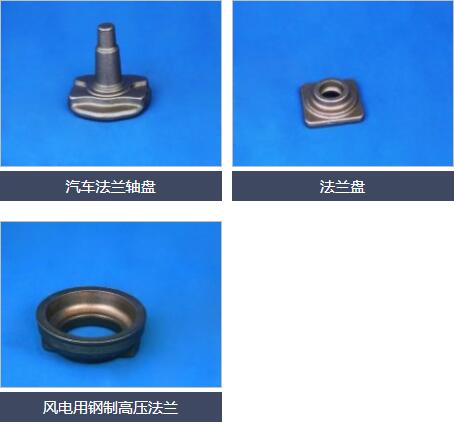
无锡东海锻造有限公司,成立于1991年,是锻造行业一家中日合资的专业模锻企业,30年以来,致力于不锈钢锻打法兰锻件产品的生产制造。目前现有设备可生产锻件重量从13g到93kg。
锻打与铸造法兰的区别:
铸造法兰和锻造法兰都是常用的法兰,这两种法兰在价格上有所不同,铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰。
1.价格方面差别:市场上卖的法兰,铸造的较便宜,铸锻的其次,纯被打的相比价格要高。
2.法兰的尺寸和光洁度差别:市场上铸造法兰一般尺寸负公差在1-5mm,边缘倒角不规矩,边孔毛刺不光滑,锻造的法兰公差小或正公差。
3.断开法兰分析差别:将法兰割开两半,铸造的法兰有沙眼,纯锻造法兰没有沙眼。铸锻的法兰有时候能发现有裂纹。
4.法兰韧性分析差别:铸铁法兰韧性差,一般用锤子砸就能砸裂。法兰的材质了一般都能接近低碳的吧,要不焊接会很容易裂的。
 Chinese
Chinese English
English